
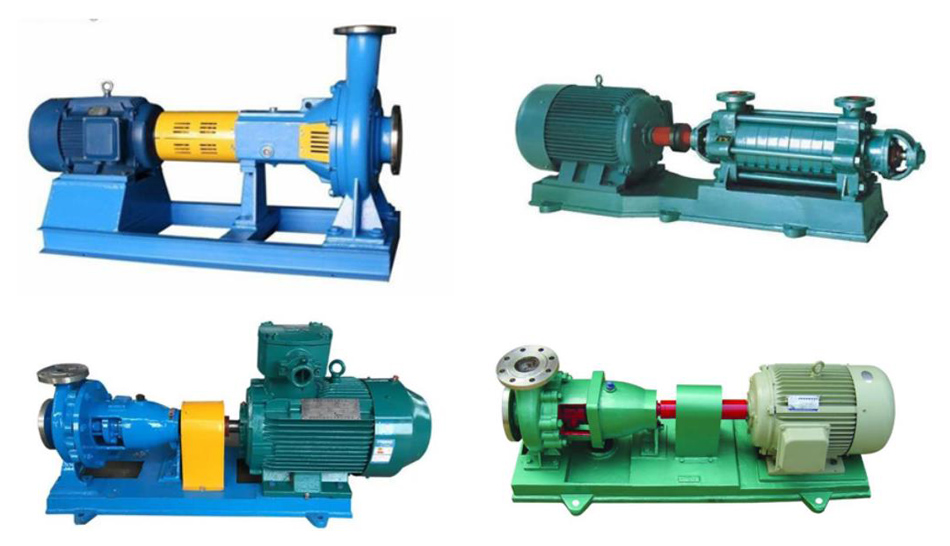
在化工生产领域,腐蚀化工泵一直被视为稳定输出与安全保障的重要设备。它不仅承担着高腐蚀介质的输送任务,还直接影响生产线的效率与成本控制。优质的腐蚀化工泵结构设计精密,材质耐蚀性能强,能够在酸、碱、盐等严苛工况下保持长时间的稳定运转。不论是在硫酸输送、氯化液体循环,还是在海水淡化工艺中,拥有更长寿命的腐蚀化工泵,意味着更少的停机,更低的维护成本,以及更加可控的生产节奏。这类设备的亮点不仅在于耐用,更在于用科学方法延长其生命周期,使其成为化工企业的信赖支点。

提高腐蚀化工泵寿命的有效策略,应从材质选择着手。泵体材质直接决定了耐腐蚀能力与机械强度,不同介质对应不同的金属或非金属材料,例如不锈钢、哈氏合金、氟塑料衬里等。这些材质在面对强酸强碱时,可以显著降低腐蚀速率,从源头保障腐蚀化工泵的运行安全。精确匹配密封系统也是提升寿命的关键。机械密封、磁力驱动、双端面密封等结构设计可以有效防止介质泄漏,避免轴承及其他部件因腐蚀而提前损耗。
在运行过程中,合理的流量与扬程控制同样重要。许多腐蚀化工泵的故障并非源于材质不耐用,而是运行参数超出设备设计极限,造成泵腔内部过载,摩擦与热量积聚加速腐蚀。通过在系统中安装流量监测与压力调节装置,企业能够将腐蚀化工泵运行保持在区间,让设备在“舒适状态”下工作,从而延长其使用周期。
润滑与冷却系统的优化,也是提高腐蚀化工泵寿命的有效策略之一。对于采用机械密封的腐蚀化工泵,在密封腔注入合适的冷却液或隔离液,可以显著降低摩擦热量,减少密封环面变形与磨损。长期稳定的温度控制不仅延缓了腐蚀反应,还能保留泵的精密配合度,使其保持高效能输出。
定期维护不可或缺,但方法应科学而有针对性。相比于被动等待故障的修复,主动维护可以更大程度地延长腐蚀化工泵寿命。定期检测泵的叶轮、轴承、密封圈等关键部件,每一轮检查都应结合运行数据分析,判断腐蚀趋势,提前替换容易损耗的部件。这种策略让腐蚀化工泵始终以高水平状态投入生产,而非在临近报废时才采取补救措施。
运行环境管理是另一个被忽视但效果显著的环节。腐蚀化工泵寿命不仅受介质性质影响,也与环境湿度、温度以及空气中化学物质浓度有关。通过对机房温度控制、通风排湿、过滤空气中的腐蚀性气体,可以大幅减缓设备外表及内部金属的腐蚀速度,让泵在更干净的环境中稳定工作。
安装位置与管路布局同样直接关系到腐蚀化工泵的寿命。避免大幅度的管路弯曲与压力波动,可以降低泵的机械应力和内部涡流侵蚀。尤其在高温介质输送中,管路热胀冷缩会对泵体施加额外负荷,这时,通过增加柔性连接或膨胀节可以有效释放应力,从而延长设备寿命。
在评测这些提高腐蚀化工泵寿命的有效策略时,可以看到它们覆盖了设计、运行、维护、环境管理等多个维度。这些策略的共同点是以设备实际工况为核心,针对腐蚀的成因逐一控制与优化。从防腐材质到密封结构,从运行参数到环境条件,每一环节的优化都在为腐蚀化工泵赢得更多时间。实践证明,综合运用这些策略的设备,不仅在寿命上比普通运行条件下的泵延长了30%-50%,维护成本也明显降低。在高要求的化工生产线上,这样的寿命提升和成本优化,直接转化为企业稳定生产与持续盈利的双重保障。
Support Pollinations.AI:
 扫一扫咨询微信客服
扫一扫咨询微信客服
