
化工杂质泵,顾名思义,是一种专门用于输送含有杂质的液体的泵。与普通泵相比,它能够有效处理包含固体颗粒、油污、沉淀物等杂质的流体,广泛应用于化学、石油、冶金、制药等多个行业的生产过程中。化工杂质泵通常由泵体、泵轴、叶轮、密封装置等组成,在工作时通过叶轮的高速旋转产生动力,将流体推送至指定位置。
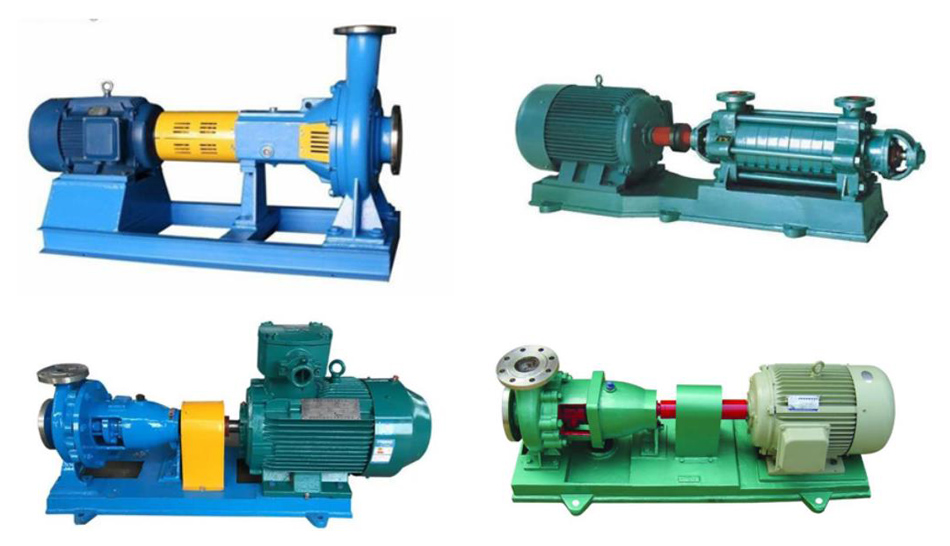
化工杂质泵的工作原理相对简单,通常有两种类型:一种是离心泵,另一种是螺杆泵。离心泵通过叶轮的旋转将液体加速,利用离心力将液体排出,适用于大多数需要输送的液体。螺杆泵则通过转动的螺杆将液体推进,适用于粘度较高或流量不稳定的场合。无论是哪种类型的化工杂质泵,其核心作用都是保证工业生产中液体输送的稳定性,尤其是在液体中含有大量固体杂质时,仍能够高效、连续地运作。
在化工、石油化工、制药等行业,杂质的存在往往是不可避免的。在这些行业中,液体中常常混有油渣、固体颗粒、沉淀物或是其他化学物质,这些杂质如果没有得到有效处理,不仅会导致设备的损坏,还会影响生产效率,甚至可能造成安全隐患。化工杂质泵的出现,正是为了解决这一难题。

化工生产往往需要高效、稳定的流体输送系统。无论是化学反应的过程,还是原料的输送和产品的加工,都离不开液体的输送。在这些过程中,杂质的存在可能导致流体的流动性变差,甚至堵塞管道。化工杂质泵能够在液体中含有各种杂质的情况下,保持流体的稳定流动,从而确保生产过程的连续性和稳定性。通过减少系统中的停机时间和维修频率,化工杂质泵帮助企业提高了生产效率。
杂质泵不仅能够确保流体输送的顺畅,还能有效保护其他关键设备。传统的泵设备往往无法应对杂质含量较高的液体,长期运行可能会导致泵体、密封件或其他零部件的磨损和腐蚀。而化工杂质泵采用了特殊的设计和材质,能够抵抗固体颗粒的磨损,减少对其他设备的负担,从而延长设备的使用寿命,降低企业的维护成本。
在一些化工生产过程中,液体中的杂质如果没有得到及时处理,可能会对设备造成严重损害,甚至可能引发爆炸、泄漏等安全事故。化工杂质泵能够有效清除流体中的杂质,降低管道堵塞的风险,减少设备因杂质积累而导致的故障。某些化学品的腐蚀性和易燃性较强,杂质泵的使用可以减少因杂质堵塞造成的意外泄漏,提升生产过程中的安全性。
化工杂质泵广泛应用于多个行业,尤其是在处理复杂液体流体的行业中,发挥着至关重要的作用。
在化学工业中,各种化学反应往往需要液体介质进行传递和混合。液体中常常会混有一些固体颗粒或沉淀物,尤其是在反应过程结束后,可能会出现未反应完全的原料、催化剂残渣等。化工杂质泵的使用能够保证这些液体顺利流动,并将其中的杂质有效排除,避免对下游设备造成损害。
石油和天然气行业中,液体通常会受到大量砂石、沉淀物或其他杂质的污染。在油田开采、石油精炼等过程中,化工杂质泵能够高效地处理这些含杂质的流体,保障原料的顺利输送和生产的持续稳定。
在水处理行业中,尤其是工业废水和污水处理过程中,常常会有大量的固体颗粒和杂质存在。化工杂质泵可将这些杂质有效地分离并排除,确保水质净化过程的顺利进行。
食品和制药行业中,液体的洁净程度和流动性要求极高,任何杂质的存在都可能影响产品的质量或造成生产过程的污染。化工杂质泵可在液体输送过程中去除杂质,确保产品的纯净度,保障生产过程的安全和稳定。
化工杂质泵作为化学工业、石油、冶金、制药等多个行业不可或缺的设备,扮演着至关重要的角色。它不仅能够确保液体输送的稳定性和连续性,还能提高生产效率,延长设备寿命,提升生产过程的安全性。工业化进程的不断推进,化工杂质泵的需求将会越来越大,企业在选择和使用这些设备时,需考虑设备的性能、质量以及售后服务等因素,确保生产过程的顺利进行。
科技的不断进步,化工杂质泵的技术也在不断革新。为了适应不同工业需求的变化,化工杂质泵不仅在材料上有所创新,而且在设计、制造工艺和智能化管理等方面也呈现出多样化的发展趋势。
现代化工杂质泵趋向高效能与节能型设计。传统的泵设备可能存在能耗过大的问题,而新型的化工杂质泵在设计上更加注重提高能效。例如,采用优化的叶轮设计,提高泵体的流体动力性能;采用更高效的电机和驱动系统,减少能量的浪费。节能化设计不仅降低了企业的生产成本,也符合当今环保节能的社会需求。
智能化已经成为化工杂质泵发展的一个重要方向。通过引入智能传感器和远程监控技术,化工杂质泵可以实时监测其工作状态,包括压力、温度、流量等关键参数。企业可以通过控制系统进行远程操作和调整,优化设备的运行效率。智能化的化工杂质泵能够实现自动化故障诊断与报警,及时发现设备的潜在问题,减少停机时间和人工干预,提高了生产过程的自动化和智能化水平。
工业生产环境的日益复杂,化工杂质泵需要应对更加苛刻的工作条件。许多化学品和流体具有较强的腐蚀性和磨损性,传统的泵设备往往容易受到影响。为了应对这一挑战,现代化工杂质泵在材料方面进行了大量创新,采用了耐腐蚀、耐高温、耐磨损的特殊合金和涂层,以提高泵体的使用寿命和工作可靠性。例如,采用钛合金、耐腐蚀不锈钢等材质,确保泵在恶劣环境下仍能正常工作。
化工杂质泵在处理含杂质液体时,密封性能至关重要。如果密封不严密,不仅会导致泄漏,还可能影响泵的工作效率和安全性。现代化工杂质泵采用了更加可靠的密封技术,例如机械密封、双端面密封等,可以有效防止液体泄漏,提高泵的安全性和可靠性。某些型号的泵还采用了动态密封和无泄漏设计,进一步提升了密封性能,减少了对环境的污染。
在选择化工杂质泵时,要考虑的是液体的性质,包括液体的粘度、温度、腐蚀性、杂质含量等。不同类型的杂质泵在适应这些条件上有所差异。例如,若液体中含有大量固体颗粒,应选择具有良好自吸能力和较大杂质通过能力的泵型。要考虑泵的流量、扬程、效率等参数,确保泵的选型能够满足生产需求,避免过度投资。
化工杂质泵的维护工作至关重要。定期检查泵体的磨损情况,特别是叶轮、轴承等部件的磨损情况,及时更换损坏的零部件,可以有效延长泵的使用寿命。检查密封件的完整性,确保没有泄漏,避免液体的污染或设备损坏。保持泵体和管道的清洁,避免杂质堆积也是维护中的一个重要环节。
工业化进程的不断推进,化工杂质泵的技术也在不断发展创新。未来,化工杂质泵将朝着更高效、更智能、更环保的方向发展,为工业生产提供更加可靠和稳定的支持。企业在选择和使用化工杂质泵时,不仅要关注其性能和质量,还需要注重设备的维护和管理,确保设备在生产过程中的稳定性和高效性,从而实现生产效率的最大化。
 扫一扫咨询微信客服
扫一扫咨询微信客服
